
همزمان با پیشرفت سریع توسعه صنعتی،دستگاههای برش لیزر فیبریکاربرد گستردهای پیدا کردهاند. با این حال، پس از استفاده طولانی مدت، دقت برش این دستگاهها ممکن است دچار برخی انحرافات شود و در نتیجه محصولاتی تولید شوند که ممکن است استانداردهای مورد نظر را برآورده نکنند. این انحرافات اغلب ناشی از مشکلات مربوط به فاصله کانونی است. بنابراین، درک چگونگی کالیبره کردن دقت برش دستگاههای برش لیزر بسیار مهم است. در اینجا، روشهای تنظیم دقت برش دستگاههای برش لیزر فیبر را بررسی خواهیم کرد.
وقتی نقطه لیزر به کوچکترین اندازه خود تنظیم شد، یک آزمایش نقطهای انجام دهید تا اثر اولیه مشخص شود. موقعیت کانونی را میتوان با ارزیابی اندازه نقطه لیزر تعیین کرد. هنگامی که نقطه لیزر به حداقل اندازه خود رسید، این موقعیت نشان دهنده فاصله کانونی بهینه پردازش است و میتوانید فرآیند ماشینکاری را ادامه دهید.
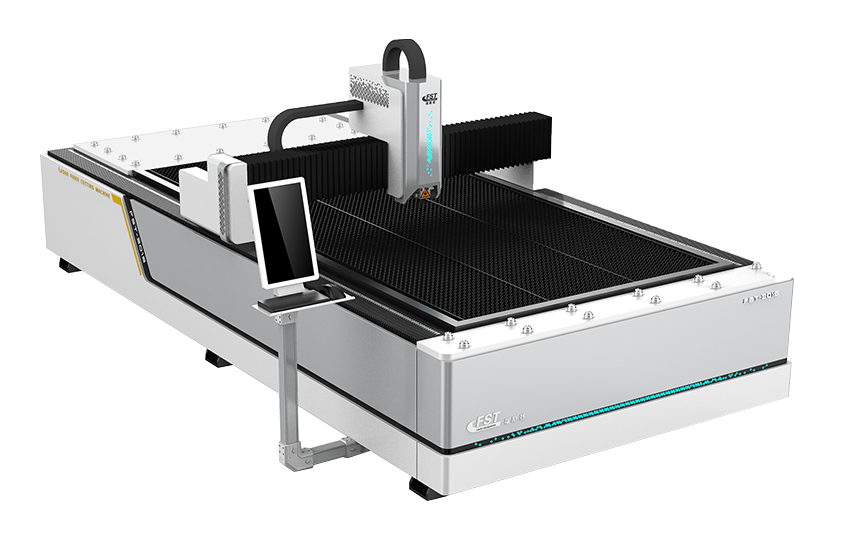
در مراحل اولیه ازدستگاه برش لیزریبرای کالیبراسیون، میتوانید از مقداری کاغذ تست یا مواد زائد برای انجام آزمایشهای نقطهای و تعیین دقت موقعیت کانونی استفاده کنید. با تنظیم ارتفاع سر لیزر به بالا و پایین، اندازه نقطه لیزر در طول آزمایشهای نقطهای متفاوت خواهد بود. تنظیمات مکرر در موقعیتهای مختلف به شما کمک میکند تا کوچکترین نقطه لیزر را شناسایی کنید و به شما این امکان را میدهد که فاصله کانونی بهینه و بهترین موقعیت برای سر لیزر را تعیین کنید.
پس از نصبدستگاه برش لیزر فیبرییک دستگاه حکاکی روی نازل دستگاه برش CNC نصب شده است. این دستگاه برای حکاکی یک الگوی برش شبیهسازی شده استفاده میشود که یک مربع ۱ متری با دایرهای به قطر ۱ متر است که درون آن حک شده است. خطوط مورب از گوشههای مربع حکاکی میشوند. پس از اتمام حکاکی، از ابزارهای اندازهگیری برای تأیید مماس بودن دایره بر چهار ضلع مربع استفاده میشود. طول قطرهای مربع باید √۲ متر باشد و محور مرکزی دایره باید اضلاع مربع را به دو قسمت مساوی تقسیم کند. نقاطی که محور مرکزی اضلاع مربع را قطع میکند باید ۰.۵ متر از گوشههای مربع فاصله داشته باشند. با اندازهگیری فاصله بین قطرها و نقاط تقاطع، میتوان دقت برش تجهیزات را تعیین کرد.
زمان ارسال: 20 آگوست 2024